自動校直機主要用來自動、高效、高精度地校直軸、管、棒等類零件在機械加工或熱處理過程中產生的軸心線彎曲變形,提高機械傳動精度,減少震動和噪音,提升產品檔次及延長使用壽命。
現國內開發(fā)一種對實際校正量進行跟蹤檢測并與理論校正量進行比較處理,通過比例伺服閥和位移傳感器進行雙閉環(huán)控制,對軸類零件軸心線彎曲變形進行自動校直的自動精密液壓校直機。
它采用電液比例伺服閥進行控制,伺服油缸采用內置式磁致伸縮位移傳感器,大大提高了校直機的控制精度及校直精度,并降低了校直機的安裝難度,不僅操作方便,而且操作的安全性也得到了提高。
附圖說明
圖1為結構示意圖
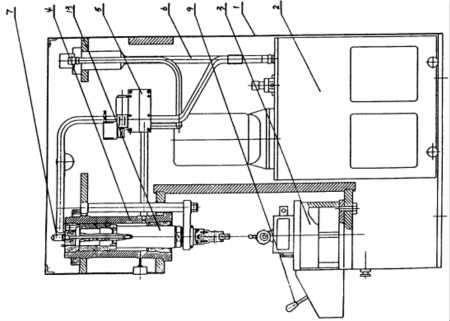
圖2為圖1的側視圖
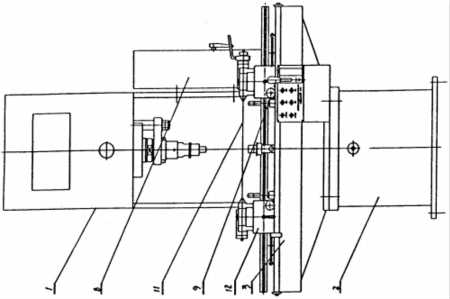
圖3為工作流程圖
具體實施方式
參閱圖1、圖2,本發(fā)明包括機身1、液壓動力源2、工作臺3、伺服油缸4、電氣柜8以及操作箱9,工作臺3設于機身1上,液壓動力源2、伺服油缸4設于機身1內,液壓動力源2與伺服油缸4之間設有比例伺服閥5并由液壓控制部分6將其連接,伺服油缸4內設有磁致伸縮位移傳感器7,機身1上設有電氣柜8及操作箱9,電氣柜8內設有比較器、控制器10及放大器等,控制器10分別連接操作箱9、比例伺服閥5及位移傳感器7。
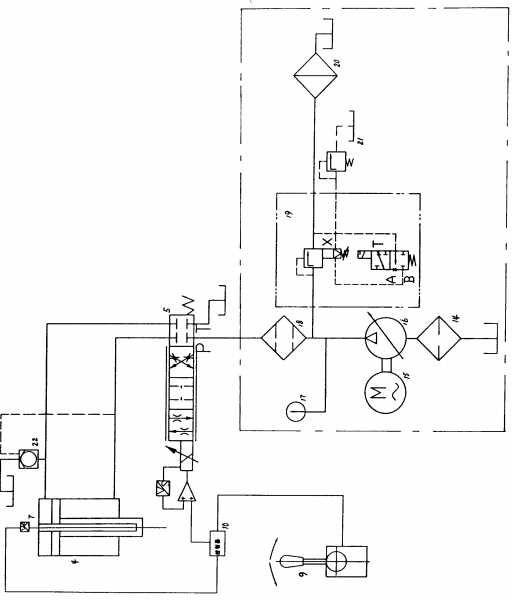
參閱圖3,它是這樣工作的:首先啟動電氣柜8電源,通過操作箱9讓校直機處于工作狀態(tài)。將被校直工件11裝在工作臺3上的附具12上,調整好百分表架并確定工件11的校正點,通過附具頂針旋轉測出被校工件11的跳動量并確定校正值,然后由操作箱9上的精密電位計和手柄電位計輸入校正值,比例伺服閥5按指令信號控制伺服油缸4內活塞桿13的位移量,同時磁致伸縮位移傳感器7的反饋信號返回電氣柜8內控制器10,通過和輸入信號進行比較放大后,由比例伺服閥5來精確控制伺服油缸4的位移量,控制被校工件11的校直精度。
液壓動力源2內包括濾油器14、18,電動機15、柱塞泵16、壓力表17、電磁溢流閥19、調壓閥21、冷卻器20及其它輔附件,其工作過程與現有技術相同。伺服油缸4與比例伺服閥5之間的油路上設有液控單向閥22,可使伺服油缸4無桿腔內的油在返回時不經過比例伺服閥5直接回油箱,既加快油的返回速度又減少系統(tǒng)的發(fā)熱量。