
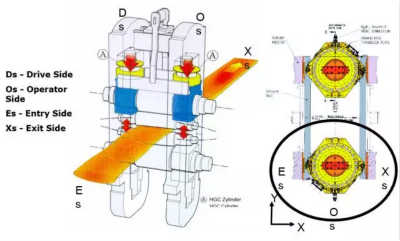
軋機(jī)液壓壓下(壓上)A.G.C.控制裝置是一個(gè)集機(jī)、電、液、測(cè)量技術(shù)為一體的高性能數(shù)字式電液伺服自動(dòng)控制系統(tǒng)。如下圖所示熱軋機(jī)的輥縫控制系統(tǒng)是一套由壓下油缸,測(cè)量傳感器(位置,壓力傳感器),電液伺服閥,泵站, 測(cè)厚儀及快速高性能PLC 組成數(shù)字式自動(dòng)A.G.C.控制系統(tǒng)。

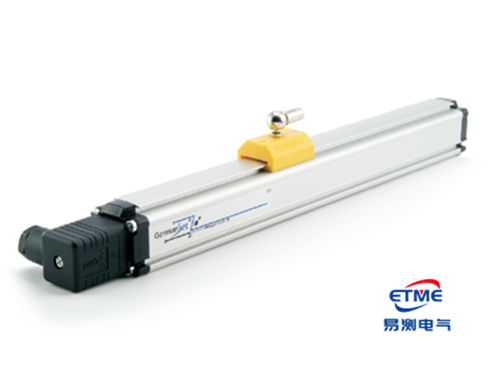
軋機(jī)輥縫控制系統(tǒng)中的位置檢測(cè)傳感器需要高分辨率和較快的響應(yīng)速度,通常會(huì)采用MTS傳感器RH系列磁致伸縮位移傳感器:SSI通訊接口同步模式,分辨率:0.5um。

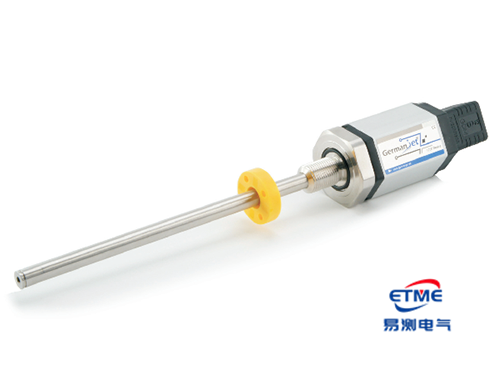
在軋機(jī)輥縫控制的實(shí)際軋機(jī)設(shè)備應(yīng)用中,MTS傳感器RH系列磁致伸縮位移傳感器通常是設(shè)備制造階段內(nèi)置在液壓系統(tǒng)油缸里,如果已經(jīng)投入生產(chǎn)運(yùn)行的軋機(jī)需要技術(shù)改造輥縫控制系統(tǒng)時(shí),MTS磁致伸縮位移傳感器可以實(shí)現(xiàn)外置安裝方式滿足控制精度的要求,下面重點(diǎn)介紹在意大利的一家軋鋼廠已經(jīng)成功完成的技術(shù)改造實(shí)例。
實(shí)施技術(shù)改造的軋機(jī)機(jī)架包括驅(qū)動(dòng)側(cè)DS和操作側(cè)OS兩套壓下輥縫控制裝置。
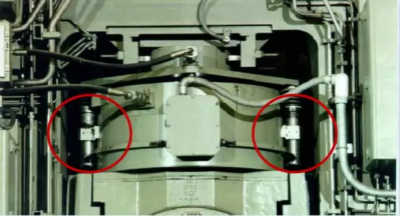
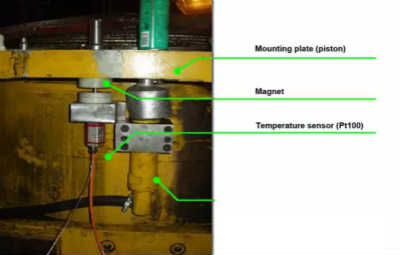
壓下輥縫控制裝置原有的檢測(cè)裝置安裝照片如下圖所示:
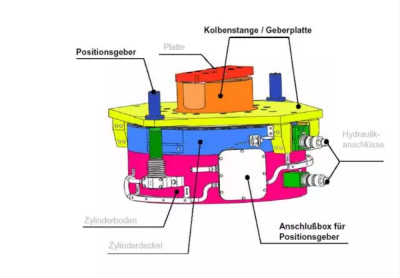
壓下輥縫控制裝置的工藝設(shè)備示意圖如下:
之前軋機(jī)輥縫位置檢測(cè)元件在是油缸外置安裝形式,由于其性能指標(biāo)的限制對(duì)外界環(huán)境條件要求比較高,所以在現(xiàn)場(chǎng)安裝采用了嚴(yán)密的保護(hù)外殼。
應(yīng)用MTS磁致伸縮位移傳感器實(shí)施技術(shù)改造調(diào)試過(guò)程中,MTS傳感器就近安裝在原有位移傳感器旁邊,可以看到MTS磁致伸縮位移傳感器除了一個(gè)簡(jiǎn)單的防護(hù)罩無(wú)需更多地防護(hù)措施。
MTS磁致伸縮位移傳感器加裝簡(jiǎn)單防護(hù)罩同時(shí)可以規(guī)范電纜走向和保護(hù)電纜,如下圖:

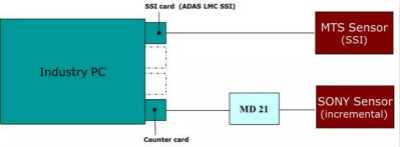
位移傳感器硬件安裝完成后,在軋機(jī)輥縫控制系統(tǒng)中相應(yīng)更新硬件接口,原有位置檢測(cè)傳感器是脈沖增量信號(hào)對(duì)應(yīng)的是高數(shù)計(jì)數(shù)卡;MTS磁致伸縮位移傳感器RH系列選用的是SSI型號(hào)接口,所以輥縫控制系統(tǒng)應(yīng)該選用相應(yīng)的SSI接口卡讀取輥縫位置數(shù)據(jù)。
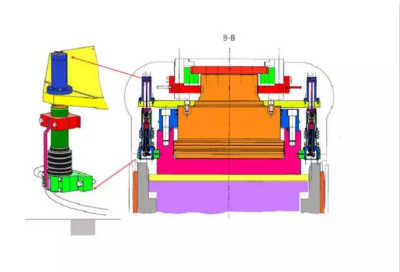
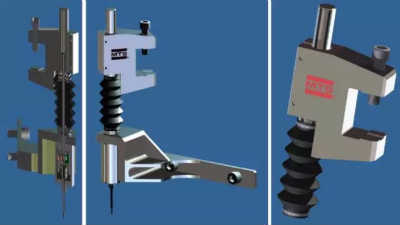
為了簡(jiǎn)化現(xiàn)場(chǎng)的傳感器替換和調(diào)試,MTS公司設(shè)計(jì)了一套機(jī)械部件供實(shí)際技術(shù)改造設(shè)計(jì)中借鑒采用:
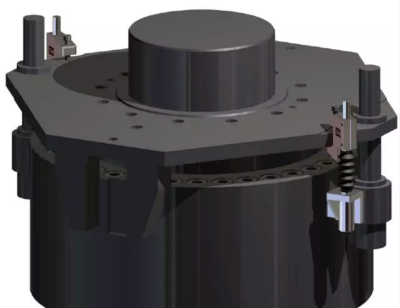
設(shè)計(jì)的設(shè)備上安裝的效果圖如下:

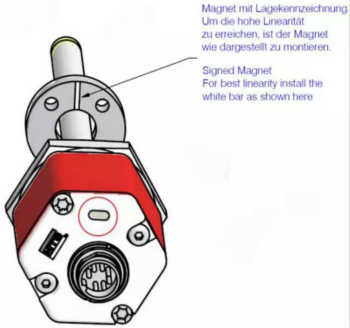
MTS傳感器RH系列磁致伸縮位移傳感器:SSI信號(hào)輸出接口;具備0.5 um分辨率。這種規(guī)格的位移傳感器是經(jīng)過(guò)線性化處理的產(chǎn)品,使用標(biāo)記磁鐵,在設(shè)備安裝中要符合如下技術(shù)要求:標(biāo)記磁鐵的白色標(biāo)記線需要和后端蓋指示燈的徑向方向一致。
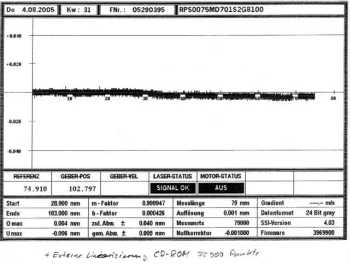
線性化處理后的RH系列磁致伸縮位移傳感器的線性精度測(cè)量記錄表明:分辨率和線性度均達(dá)到客戶要求位移檢測(cè)精度的技術(shù)指標(biāo)。
設(shè)備運(yùn)行過(guò)程中采集的位置值數(shù)據(jù)對(duì)比表明MTS傳感器和系統(tǒng)控制要求的性能指標(biāo)是沒有差異的。下圖中:藍(lán)色曲線代表輥縫控制位置值,雪青色曲線代表MTS磁致伸縮位移傳感器位置測(cè)量值;兩條曲線基本是重合的。

結(jié)論:磁致伸縮位移傳感器在軋機(jī)輥縫控制系統(tǒng)中的外置安裝應(yīng)用滿足客戶的輥縫控制精度技術(shù)要求,降低了設(shè)備運(yùn)行備品備件費(fèi)用,易于安裝和維護(hù)。
Copyright ? 2018 深圳市易測(cè)電氣有限公司 地址:深圳市寶安區(qū)松崗街道紅星社區(qū)宏海大廈5樓 備案號(hào):粵ICP備19052563號(hào) 網(wǎng)站地圖(百度 / 谷歌)
技術(shù)支持:易測(cè)電氣 [易測(cè)電氣]


咨詢熱線")
