近幾年來,隨著國民經(jīng)濟的快速發(fā)展,電子、儀器儀表、建筑裝飾等行業(yè)不僅對不 銹鋼帶材的性能及厚度精度提出了越來越高的要求,而且對板形的要求也越來越高。采用現(xiàn)有的兩彎兩矯拉伸彎曲矯直機用于消除不銹鋼卷板帶材的雙邊波浪、單邊波浪、中間波 浪、兩肋波浪、翹曲及瓢曲和潛在板形不良等三維板形缺陷發(fā)揮了一定的積極作用。但由于其屬于純拉伸矯直,雖然適用于薄帶材,但其輥組之間的最大張應力須大于帶材的屈服強度,造成張力輥驅動電機的功率較大,而且對于不銹鋼帶、鈦合金、有色金屬等脆性材料以 及屈服極限與強度極限接近的材料,容易拉斷帶材。
發(fā)明內容
本實用新型的目的是針對現(xiàn)有不銹鋼帶材矯直機矯直質量差,矯直精度低等問題,提供一種矯直質量好,矯直精度高的不銹鋼帶用23 輥矯直機。
本實用新型的有益效果是,上輥裝置可實現(xiàn)偏擺及壓下調整,下輥可通過凸度調 節(jié)機構設置多段支承輥,用以調整工作輥的撓度,消除板帶的局部瓢曲或單、雙邊浪形,其各段支承輥可單獨調整壓下,沿工作輥長度方向可使帶材產(chǎn)生不同的變形,以消除板帶邊緣或中部的板形缺陷。矯直不銹鋼帶材的厚度為0.08 ~ 0.8mm。經(jīng)使用,取得滿意的效果。 本實用新型主要用于不銹鋼帶用23 輥矯直機。
附圖說明
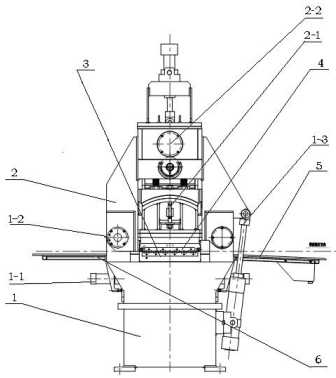
圖1是本實用新型的結構示意圖。
具體實施方式
下面結合附圖對本實用新型作進一步的描述 :
如圖1 所示。本實用新型不銹鋼帶專用矯直機由下架裝配1、上架裝配;2、下輥裝配;3、上輥裝配;4、入口導板;5 和出口導板;6 等構成。
其中,下架裝配1 的下架固定在地基上, 包括凸度調節(jié)機構1 - 1、定位裝置1 - 2、翻轉裝置1-3、下架。凸度調節(jié)機構1 - 1 包括 伺服閥、伺服油缸、斜塊,伺服閥既可安裝在伺服油缸上,也可安裝在閥臺上,伺服油缸的活 塞桿與斜塊通過螺紋聯(lián)接,同時斜塊與下架存在著滑動配合可沿配合面前后移動,在下支承輥下底面也設計有斜面與斜塊的斜面相配,其斜度具備自鎖功能,當伺服閥控制伺服油缸調整凸度時,斜塊在活塞桿的推動下沿著滑動面移動,斜塊通過斜面將下支承輥向上、下方向運動,進而推動中間輥及工作輥在此處形成局部彎曲,從而可以矯正鋼帶的局部翹曲及瓢曲和潛在板形不良等三維板形缺陷。翻轉裝置1-3 由翻轉油缸和回轉軸組成,翻轉油缸采用中間鉸軸式,中間鉸軸安裝在下架上,活塞桿上有聯(lián)接有鉸耳座安裝在上架,下架和上架裝配2 的上架通過回轉軸聯(lián)接,并且上架可繞回轉軸旋轉一定角度,當翻轉油缸的活塞收回時,活塞桿上的鉸耳座拉動上架沿回轉軸旋轉,從而使上架裝置打開,當油缸活塞桿伸出時則相反,可使上架裝置閉合,打開及閉合的極限位由近接開關控制。定位裝置1 - 2 由定位油缸、錐銷、大錐套和小錐套組成,定位油缸固定在上架裝配上,錐銷安裝在定位油缸的活塞桿上,大錐套、小錐套分別安裝在上架裝配、下架裝配上,且其兩段錐面與錐銷緊 密配合,當翻轉裝置 1-3 閉合,近接開關發(fā)出信號,定位油缸活塞桿伸出帶動錐銷前行插入大、小錐套孔中,使上架裝置與下架裝置牢固聯(lián)接,當需清洗或換輥時,定位油缸活塞桿縮回帶動錐銷從大、小錐套中抽出,然后翻轉裝置動作將上架裝置打開。當換輥或清洗輥子時 先將定位裝置1 - 2 脫開后用翻轉裝置1-3 將上架裝配2 翻轉打開。上架裝配2 包括擺動 機構2 -1 和壓下機構2 -2,主要控制輥子對鋼帶的壓下量。壓下機構2 -2 由減速電機、蝸輪減速機、壓下絲杠組成,減速電機通過聯(lián)軸器與蝸輪減速機中的蝸桿連接,蝸桿帶動蝸 輪,蝸輪內孔為T 型螺紋與壓下絲杠的T 型螺紋配合形成螺旋升降機構,壓下絲桿固定在擺動架上,當需要壓下動作時,由減速電機驅動蝸桿帶動蝸輪旋轉,從而帶動壓下絲桿沿著絲桿住上或下運動。減速電機傳動到蝸輪減速機中的蝸桿使蝸輪轉動,壓下絲桿旋轉僅帶動 上輥裝配 4 上下運動。為了消除絲桿下端與軸承之間的間隙,在機構中設計有油缸或拉桿與蝶形彈簧組成的平衡裝置,當減速電機運轉時,軸帶動偏心套回轉,從而帶動上輥系安裝 架偏擺。擺動機構2 -1 由減速電機、軸、偏心套、上輥系安裝架組成,減速電機驅動軸、軸與偏心套通過鍵連接,偏心套與上輥系安裝架通過滑動配合連接。通過安裝在減速電機驅動軸上的偏心套的轉動使上輥系安裝架產(chǎn)生偏轉角度,從而使上輥裝配4 整體傾斜調整。對于壓下量及偏轉角度的大小,通過MTS磁致伸縮位移傳感器精確控制。下輥裝配3 和上輥裝配4 由23 根上排工作輥、下排工作輥和25 根上層中間輥、下層中間輥及支承輥組組成,位于下架裝配1 與上架裝配2 之間。工作輥布置為交錯式,上排11 根,下排12 根,在工作輥上再交錯布置 中間輥上排為12 根,下排13 根,為了防止矯平工作中因工作輥的剛性不足而產(chǎn)生變形和矯正原理的需要,在上下排中間輥上各裝有多排上下支承輥組以組成六重式 23 輥矯直機。入口導板5、出口導板6 分設下輥裝配3 和上輥裝配 4 進出口兩側。
輥系采用六重式可減少支撐輥邊緣通過工作輥對帶材產(chǎn)生的印痕,同時可提高輥系的剛度。矯直輥不驅動,在結構允許的情況下可根據(jù)帶材的厚度及狀態(tài)選擇較小的工作輥直徑,有利于消除較薄帶材的板型缺陷,同時也有利于采用較小的矯直張力,以減少電機容量。此外,矯直輥不驅動,避免了工作輥傳動時因傳動誤差導致的帶材與輥子之間的打滑,以及由此造成的帶材表面擦傷,提高了成品質量。
圖1 所示箭頭為不銹鋼帶材進行拉彎矯直方向。不銹鋼鋼帶經(jīng)過23 輥矯直機中 經(jīng)過交錯排列矯正輥的多次反向彎曲,使原始曲率的不均勻度逐漸減小,進而矯平,得到平直的帶材,本實用新型矯直效果好,生產(chǎn)效率高,經(jīng)使用,獲得滿意的效果。
Copyright ? 2018 深圳市易測電氣有限公司 地址:深圳市寶安區(qū)松崗街道紅星社區(qū)宏海大廈5樓 備案號:粵ICP備19052563號 網(wǎng)站地圖(百度 / 谷歌)